
热风回流焊温度设置详细教程
随着芯片被广泛的运用,很多公司在生产和研发中也大量的使用SMT工艺和表面贴装元器件。那么在焊接过程中需要使用到回流焊机来对芯片元器件进行焊接,那么今天崴泰科技BGA返修台厂家小编就给大家介绍一下热风回流焊温度设置方法。
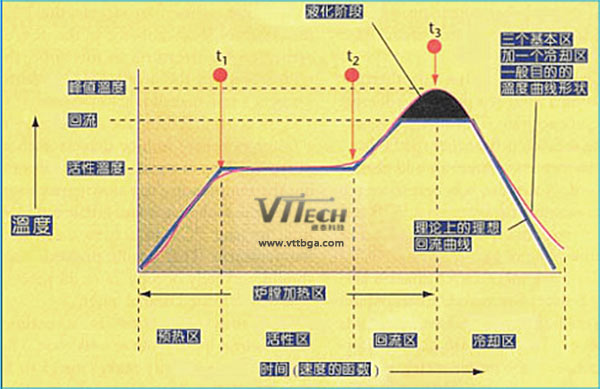
一、热风回流焊温度曲线介绍
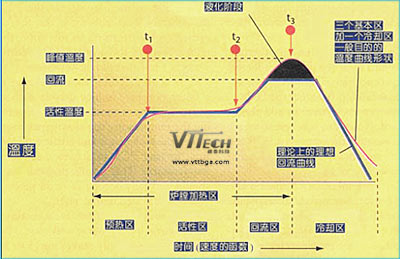
对热风回流焊来讲,我们可以把温度曲线分为预热区,保温区,回流区和冷却区这几个过程,在焊接过程中需要使用助焊剂清除焊件表面氧化物焊膏的熔融,再流动与焊膏冷却凝固。经过以上步骤回流焊接完成后的快速冷却有助于得到一个明亮的焊点,与饱满的外形,较低的接触角度,而缓慢冷却的话很容易会导致其PAD的更多分解物进入锡中,产生一些灰暗毛躁的焊点,甚至还会引起沾锡不良和弱焊点结合力等后果,一般来讲冷却区降温的速率在-4摄氏度以内,冷却温度至75摄氏度即可,一般情况下也都需要使用冷却风扇对其进行强行冷却处理。
二、热风回流焊温度曲线设置方法
首先我们要了解回流焊的几个关键的地方及温度的分区情况及回流焊的种类
A.影响炉温的关键地方是:
1.各温区的温度设定数值
2.各加热马达的温差
3.链条及网带的速度
4.锡膏的成份
5.PCB板的厚度及元件的大小和密度
6.加热区的数量及回流焊的长度
7.加热区的有效长度及泠却的特点等
B.回流焊的分区情况:
1.预热区(又名:升温区)
2.恒温区(保温区/活性区)
3.回流区
4.泠却区
根据什么设置回流焊机温度曲线
1、根据使用焊锡膏的温度曲线进行设置。不同金属含量的焊锡膏有不同的温度曲线,应按照焊锡膏生产厂商提供的温度曲线进行设置具体产品的回流焊温度曲线;
2、根据PCB的材料、厚度、是否多层板、尺寸大小等;
3、根据表面组装板搭载元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
4、根据设备的具体情况,例如:加热区的长度、加热源的材料、回(再)流焊炉的构造和热传导方式等因素进行设置。
图一(无铅温度曲线)
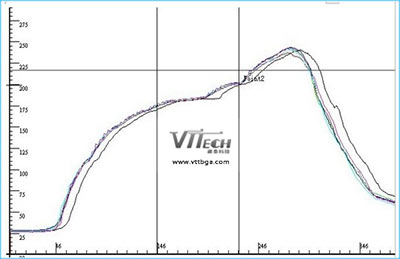
无铅回流焊温度曲线设置
无铅温度分析:
无铅锡膏的熔点是217度,常见的无铅锡膏的成份为:Sn/Ag/Gu 其比率是:96.5/3.0/0.5 如图(一)所示:
1、预热区
预热区升温到175度,时间为100S左右,由此可得预热区的升温率(由于本测试仪是采用在线测试,所以从0—46S这段时间还没有进入预热区,时间146-46=100S,由于室温为26度 175-26=149度 升温率为;149度/100S=1.49度/S)
2、恒温区
恒温区的最高温度是200度左右,时间为80S,最高温度和最低温度差25度
3、回流区
回流区的最高温度是245度,最低温度为200度,达到峰值的时间大概是35/S左右;回流区的升温率为:45度/35S=1.3度/S 按照(如何正确的设定温度曲线)可知:此温度曲线达到峰值的时间太长。整个回流的时间大概是60S
4、泠却区
泠却区的时间为100S左右,温度由245度降到45度左右,泠却的速度为:245度—45度=200度/100S=2度/S
图二(有铅回流焊温度曲线)
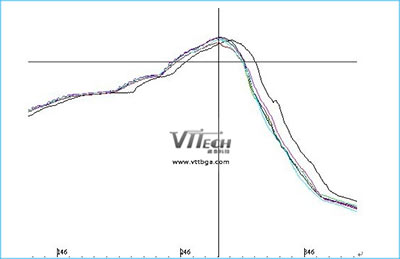
有铅回流焊温度曲线设置
图(二)所示:泠却温度曲线没有同回流区升温曲线呈镜像关系(对称分布)所以上图并非为理想标准曲线
图(三)理想标准回流焊温度曲线(黑线)
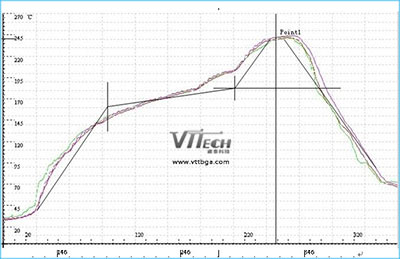
理想标准回流焊温度曲线设置
三、热风回流焊温度各个阶段分析
能过以上步骤完成了热风回流焊温度曲线设置方法,接着就要分析一下各个阶段回流焊的温度了,热风回流焊温度曲线分为四个阶段:回流焊预热温度、回流焊均热温度、回流焊回流焊接温度、回流焊冷却温度。
1、热风回流焊温度预热阶段分析
回流焊预热阶段主要是需要把锡膏中较低熔点的溶剂挥发掉。锡膏中助焊剂的主要成分包括松香,活性剂,黏度改善剂,和溶剂。溶剂的作用主要作为松香的载体和保证锡膏的储藏时间。我们在进行预热的时候要控制升温斜率,太高的升温速度会造成元件的热应力冲击,损伤元件或减低元件性能和寿命和造成锡膏的塌陷,引起短路的危险。
2、热风回流焊均热温度阶段分析
热风回流焊均热温度主要是减少进入回流区的热应力冲击,防止焊接翘起,大体积的元件冷焊等问题。均热阶段另一个重要作用就是焊锡膏中的助焊剂开始发生活性反应,增大焊件表面润湿性能,使得融化的焊锡能够很好地润湿焊件表面。所以在均热温度阶段我们需要分析是否控制好温度,保证保证助焊剂能很好地清洁焊面,又要保证助焊剂到达回流之前没有完全消耗掉。
3、回流焊回流焊接温度阶段分析
回流焊回流阶段温度一般会高于回流线的温度183摄氏度,锡膏在这个时候会发生润湿反应,然后生成金属间化合物层。到达最高温度(215 ℃左右),然后全自动回流焊开始降温,落到回流线以下,焊锡凝固。回流区同样应考虑温度的上升和下降斜率不能使元件受到热冲击。回流区的最高温度是由PCB板上的温度敏感元件的耐温能力决定的。在回流区的时间应该在保证元件完成良好焊接的前提下越短越好,一般为30-60秒最好,过长的回流时间和较高温度,如回流时间大于90秒,最高温度大于230度,会造成金属间化合物层增厚,影响焊点的长期可靠性。
4、回流焊温度冷却阶段分析
要想拥有好看,光亮,平滑的焊点,我们必须要控制好回流焊的温度冷却过程,因为如果冷却不好的话会产生很多问题,比如元件弯曲,焊点无光,焊点表面有很多突起的毛刺。所以我们在对回流焊进行冷却时一定要控制好温度曲线。
四、热风回流焊温度会受到哪些因素影响
因为热风回流焊的温度控制直接影响着回流焊的质量好坏,因为回流焊的焊接工艺窗口比较小,所以我们要采用横向温度的控制方法。热风回流焊横向温度曲线正常情况受到以下因素的影响。
1、热风回流焊的热风传递过程
在无铅焊接时,我们需要注意热效率在传递过程中的损耗。特别是像一些大热容量的元器件,如果受热不够很容狗日的造成温度不足。
2、热风回流焊热传递方法
一般我们都是采用热风微循环的加热方式,把出风口对准加热板孔吹气,让热风在小范围内流动。小循环的设计由于热风的流动集中且有明确的方向性。这样的热风加热热传递效果增加15%左右,而热传递效果的增加对减少大小热容量器件的横向温差会起到较大的作用。
3、热风回流焊链速的控制
链速的控制会影响线路板的横向温差。常规而言,降低链速,会给予大热容量的器件更多的升温时间,从而使横向温差减小。但是毕竟炉温曲线的设置取决于焊膏的要求,所以无限制的降低链速在实际生产中是不现实的。
4、热风回流焊风速与风量的控制
我们在对风速和风量的控制过程中需要注意风扇的转速尽量减少设备抽排风量以够了对炉内热风流动造成影响。还有一个是设备的稳定性,如果设备不稳定很容易跳出工艺窗口导致冷焊或原器件损坏,所以我们在对热风回流焊风速和风量控制时也不要忘记了对设备稳定性进行测试。
总结,通过以上对热风回流焊的温度曲线介绍,设置,分析及回流焊的影响因素详细分析,相信大家都很清楚热风回流焊温度设置方法了,希望本文能够帮助大家。